При этом, система выполняет предупредительную и
аварийную сигнализацию превышения температуры подшипников и дымовых
газов на выходе из печи, аварийную сигнализацию отсутствия шлама
в питателе, предупредительную сигнализацию снижения расхода шлама
и снижения разрежения в пылеосадительной камере и головке печи.
Система мониторинга регистрирует и сигнализирует о
состоянии (включенный / выключенный) следующих механизмов и оборудования:
дымососа;
главного привода печи;
механизмов встряхивания коронирующих
и осадительных электродов;
питателей бункеров пыли;
продольных, поперечных, наклонных шнеков;
клинкерных транспортеров;
пылевых насосов,
а также сигнализирует о верхнем и нижнем значениях
уровня шлама в дозирующем бачке, отклонении от нормы давления масла
в маслосистеме главного привода печи; осуществляет индикацию пяти
дискретных значений скорости вращения печи.
Кроме этого, по специальным алгоритмам и эмпирическим
формулам система рассчитывает расходы шлама (м3/ч), клинкера (т/ч)
и согласно РД50-213-80 - некоммерческий расход топливного газа.
Также предусмотрена возможность расширения функций системы в направлении
учета параметров работы печи и соответственно учета посменной и
месячной работы машинистов печей.
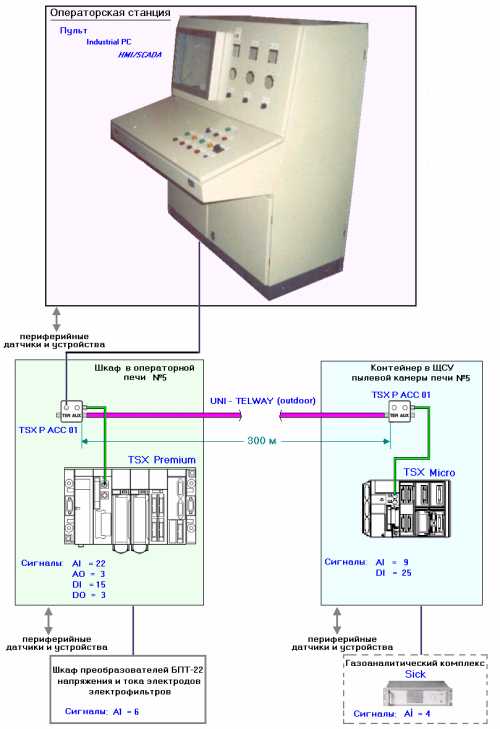
Система мониторинга состоит из совокупности существующих
и дополнительно приобретенных (газоаналитический комплекс SICK)
периферийных средств, контейнеров, шкафов и пультов управления,
которые соединены между собой с помощью контрольных и интерфейсных
кабелей (см. рис.2). В частности:
шкаф представляет
собой металлоконструкцию фирмы SAREL
(Франция) размером 1800х600х600 мм с контроллером TSX
Premium, куда входят:
процессор TSXP57203M;
модули аналогового ввода TSXAEY1600
и TSXAEY414 (2шт.);
модуль дискретного ввода TSXDEY16D2;
модуль аналогового вывода TSXASY410;
модуль дискретного вывода TSXDSY08T2;
модуль питания TSXPSY5500M
и др. коммутационная и вспомогательная
аппаратура;
контейнер состоит
из металлоконструкции фирмы SAREL
600х600х300 мм с аппаратурой поддержки микроклимата, где установлен
контроллер TSX Micro и др. коммутационная
и вспомогательная аппаратура;
пульт (металлоконструкция
фирмы SAREL 1400х1200х600 мм),
в котором на приборной приставке установлен монитор TFT
180Р Philips и дублирующие указатели положения исполнительных
механизмов, а на столешнице - клавиатура 101/102 с манипулятором
трекбол, кнопочные элементы, переключатели, сигнальная арматура
для дистанционного управления. Внутри пульта расположен компьютер
Industrial PC c блоком бесперебойного
питания Fortress 750 и другая
пуско-регулирующая и коммутационная аппаратура.
Индустриальный компьютер с монитором и соответствующим
программным обеспечением (HMI/SCADA) представляет собой операторскую
станцию, которая выполняет следующие фунции:
представление информации о технологическом
процессе в виде мнемосхем, цифровых значений, графиков
и текстовых сообщений;
дистанционное управление;
сигнализацию о технологических отклонениях
и аппаратных отказах;
регистрацию отклонений, отказов и данных
технологического процесса в архивах.
Система сбора данных и оперативного диспетчерского
управления (HMI/SCADA) представляет
собой прикладную Windows-программу (программный пакет). Система
разработана с учетом особенностей конкретного пакета и имеет модульно-ориетированную
открытую архитектуру. Она предназначена для работы с операционными
системами компании Microsoft и построена в соответствии с требованиями
стандарта архитектуры распределенного сетевого управления (DNA)
см. рис.3.
Рис.3. Архитектура системы сбора данных
и оперативного диспетчерского управления
Поиск необходимой информации в операторской станции
осуществляется с помощью диалога, предусматривающего работу с мнемосхемами,
с сигнализацией, с архивами и выполнение некоторых системных процедур.
Кроме главного окна программы в операторской станции
имеется две основные технологические мнемосхемы под названиями "Печь"
и "Фильтр" (см. рис.4 и рис.5).

Рис.4. Мнемосхема вращающейся обжиговой
печи "Печь"

Рис.5. Мнемосхема системы электрофильтров
и дымососа "Фильтр"
Особенностью данной системы мониторинга является повышенное
требование к детальной проработке графического отображения изменения
(трендов) контролируемых параметров технологического процесса обжига.
Для вызова отображения трендов используется пунк "Графики"
меню главного окна программы, а также окон мнемосхем "Печь"
и "Фильтр". Пример окна "Графики" показан на
рис.6.

Рис.6. Пример окна "Графики"
Внедренная система мониторинга значительно расширила
объем полезной информации о протекании процесса обжига. В распоряжение
оператора обжиговой печи поступает в удобной для восприятия форме
дополнительная информация о динамике процесса обжига, а также значения
новых параметров, получаемых расчетным путем. В результате этого
процес обжига на двух вращающихся печах ОАО "Мыколаевцемент"
ведется на новом качественном уровне, что, по мнению специалистов,
дает основание считать внедрение данной системы мониторинга экономически
выгодным и целесообразным мероприятием. |